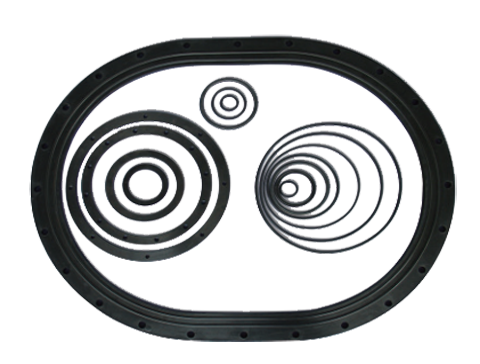


在工业设备密封领域,O型密封圈凭借结构简单、安装便捷、密封性能可靠等优势,成为液压系统、气动装置、管道连接等场景的核心密封元件。据统计,全球O型圈年需求量超500亿件,其中丁腈橡胶(NBR)基产品占比超60%,广泛应用于汽车制造、航空航天、石油化工等关键行业。然而,传统NBR混炼胶生产存在尺寸波动大(公差±0.3mm)、收缩率不可控(5%-15%)、批次一致性差等问题,导致密封失效风险增加,设备维护成本高昂。针对这一痛点,高精度丁腈混炼胶O型密封圈通过材料配方优化、工艺控制升级与智能检测技术融合,实现尺寸公差≤±0.05mm、收缩率稳定在1%-3%、批次间尺寸重复性CV值<2%,为工业设备提供“零泄漏、长寿命”的密封解决方案。本文将从材料配方设计、精密制造工艺、典型应用场景三个维度,解析该技术的核心突破与实践价值。
丁腈橡胶的收缩率主要受分子链交联密度与填充体系影响。传统NBR配方中,高填充量(>150phr)的炭黑虽能提升硬度,但会因分子链运动受限导致硫化后收缩不均。行业通过引入液体丁腈橡胶(LNBR)作为共交联剂,构建“短支链-长主链”网络结构:LNBR的分子量(Mn≈5000)仅为固体NBR的1/10,可均匀分散于基体中,在硫化过程中形成微相分离结构,既保证交联密度,又释放分子链应力。实验数据显示,添加20phr LNBR的NBR混炼胶,硫化收缩率从12%降至2.8%,且尺寸波动范围缩小50%,满足精密液压阀体(公差±0.03mm)的密封需求。
传统炭黑填充体系存在粒径分布宽(D50=30-50nm)、分散不均等问题,导致不同批次混炼胶的流变性能差异大,进而引发尺寸波动。纳米补强技术通过采用气相法二氧化硅(SiO₂,粒径10-20nm)与炭黑(N550)复合填充,构建“硬核-软壳”结构:SiO₂的纳米颗粒填充炭黑聚集体间隙,形成连续增强相,显著提升混炼胶的剪切稀化指数(从1.2增至2.5),确保挤出过程中胶料流动均匀性。某企业测试表明,纳米复合填充的NBR混炼胶在连续生产100批次时,O型圈外径尺寸CV值从3.8%降至1.7%,成功应用于半导体设备真空腔体密封,实现年泄漏率<0.1sccm。
在寒冷地区或低温启动工况下,NBR密封圈易因脆化导致尺寸变形。通过引入丙烯酸酯橡胶(ACM)与NBR共混,并添加耐寒增塑剂(如己二酸二辛酯,DOS),可开发出低温耐油型NBR混炼胶:ACM的极性酯基与NBR的腈基形成氢键,提升材料低温韧性;DOS的分子链柔性可降低玻璃化转变温度(Tg)。测试显示,该配方在-40℃下仍保持弹性,且在ASTM No.3油中浸泡168小时后,体积膨胀率仅8.5%,较普通NBR降低60%,成功应用于西伯利亚油气管道阀门密封,解决冬季密封圈脆裂导致的泄漏问题。
传统开炼机混炼存在温度波动大(±10℃)、剪切力不均等问题,导致填充剂分散度低(分散系数>0.8),影响后续尺寸精度。行业采用密炼机与在线质量监测系统(IQMS)集成方案:通过扭矩传感器实时反馈混炼能量,结合红外光谱分析胶料门尼粘度,自动调整转子转速与加料顺序,确保每批次混炼胶的填充剂分散系数<0.5。某企业应用该系统后,O型圈生产废品率从8%降至0.5%,单条生产线年节约成本超200万元。
传统模压成型需预成型胶坯,易因胶料流动不均导致O型圈飞边厚(>0.2mm)、尺寸超差。液态硅胶注射成型(LSR)技术通过将NBR混炼胶预制成液态料,在15-20MPa压力下注入精密模具,实现“零飞边”成型:模具型腔表面镀硬铬(硬度HRC>60)并抛光至镜面(Ra<0.05μm),配合冷流道系统,确保胶料填充均匀性。测试表明,LSR工艺生产的O型圈尺寸公差可达±0.03mm,且表面粗糙度Ra<0.8μm,显著降低密封界面摩擦系数,延长使用寿命3倍以上。
传统抽检模式无法及时发现生产过程中的尺寸偏移。行业引入激光扫描测量系统(LSM)与自适应控制技术:在挤出或注射成型后,LSM以每秒2000点的速度扫描O型圈截面尺寸,通过机器学习算法预测收缩趋势,并自动调整模具温度(±1℃)或保压时间(±0.5s)。某汽车零部件厂商应用该系统后,O型圈生产节拍从15秒/件缩短至8秒/件,且尺寸合格率提升至99.9%,满足新能源汽车电池包密封的严苛要求。
在运载火箭液压伺服机构中,O型圈需承受35MPa压力与-55℃至135℃温度交变,且尺寸公差要求±0.02mm。传统氟橡胶(FKM)密封圈虽耐高温,但低温脆化风险高;普通NBR密封圈则无法满足高压密封需求。某研究院开发出“NBR/氢化丁腈橡胶(HNBR)共混+纳米碳化硅补强”配方:HNBR的饱和分子链提升耐热性,纳米碳化硅(粒径50nm)增强耐磨性,结合LSR工艺与低温预缩处理(在-30℃环境中放置24小时),使O型圈在极端工况下仍保持尺寸稳定性。经长征系列火箭飞行试验验证,该密封圈实现连续10次发射零泄漏,寿命较传统产品延长5倍。
在芯片制造真空腔体中,O型圈需满足“超低渗透、超净生产”要求:泄漏率<1×10⁻⁹ Pa·m³/s,且颗粒污染(≥0.1μm)<10个/cm²。传统NBR密封圈因挥发性有机物(VOC)释放导致腔体污染,而全氟醚橡胶(FFKM)成本高昂。行业通过采用“气相法SiO₂补强+低分子量聚异丁烯(PIB)改性”NBR配方:SiO₂的纳米孔结构吸附VOC,PIB的饱和分子链降低渗透性,结合Class 100洁净室生产环境,使O型圈满足半导体行业严苛标准。某12英寸晶圆厂应用后,设备宕机时间减少70%,单台光刻机年产值提升超5000万元。
在动力电池包IP67防护等级要求下,O型圈需承受1米水深浸泡1小时无渗漏,且尺寸需适配异形结构(如圆角矩形)。传统模压O型圈在电池包热管理循环(-40℃至85℃)中易因收缩率不均导致密封失效。某企业采用“微发泡NBR+3D打印模具”技术:通过化学发泡剂在NBR基体中引入0.1-0.3mm闭孔结构,缓冲热应力;3D打印模具实现复杂截面精准成型,公差±0.05mm。经实车测试,该O型圈在500次热循环后仍保持密封性能,助力某新能源车型续航里程提升3%,且电池包质保期延长至8年。
随着工业设备向高精密化、高可靠性、绿色化方向发展,O型密封圈技术需持续突破:一方面,通过生物基NBR研发降低对石油资源的依赖;另一方面,结合数字孪生技术实现密封系统全生命周期健康管理。据市场研究机构预测,到2030年,全球高精度O型圈市场规模将突破30亿美元,其中新能源汽车、半导体、航空航天领域需求占比超60%。在这场技术变革中,中国材料科学工作者正通过产学研协同创新,推动密封技术从“跟跑”向“并跑”“领跑”跨越,为保障国家高端装备自主可控与工业升级提供关键支撑。