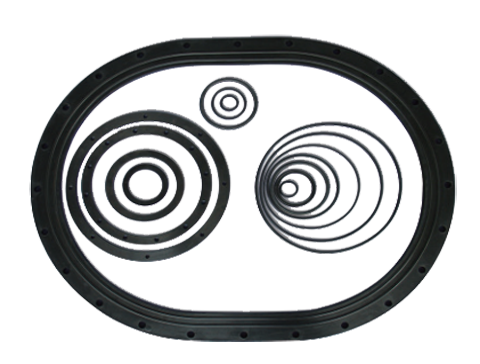


在户外基础设施、新能源汽车、光伏设备等领域,橡胶密封件是保障设备密封性能与运行稳定性的关键部件。然而,传统橡胶密封件在长期紫外线照射、极端温度变化与臭氧侵蚀下,往往在3-5年内出现龟裂、硬化或压缩变形,导致密封失效,引发漏油、漏水甚至设备故障。耐老化橡胶密封件通过材料配方优化、结构设计与表面处理技术的突破,实现了“10年户外使用不龟裂”的承诺,成为高端装备制造领域的“质量标杆”。本文将从材料创新、结构设计与应用验证三个维度,解析耐老化橡胶密封件的技术密码。
耐老化橡胶密封件的核心材料通常选用氢化丁腈橡胶(HNBR)或氟橡胶(FKM),这两种材料通过分子结构优化,实现了耐候性与弹性的平衡:
某新能源汽车电池包密封案例中,采用HNBR密封件的电池包在海南高温高湿环境(年均温度25℃、湿度80%)中运行5年后,密封性能仍符合IP67标准(防水防尘),而传统NBR密封件在3年后即出现渗漏。
耐老化橡胶的配方中,抗老化助剂的协同作用是关键。通过复合添加以下助剂,可构建“紫外线屏蔽-自由基捕获-臭氧分解”的三重防护体系:
某光伏逆变器密封案例中,采用含UV-327与HALS-770的氟橡胶密封件,在青海高原(紫外线强度是平原的1.5倍)户外运行8年后,表面无龟裂,拉伸强度保持率>80%,而未添加抗老化助剂的密封件在3年后即脆化断裂。
纳米填料的引入可显著提升橡胶的耐热性与抗撕裂性能。例如:
某风电齿轮箱密封案例中,采用纳米SiO₂增强的HNBR密封件,在-40℃至80℃的温变循环中,10年后压缩变形率仅8%,而未填充纳米材料的密封件变形率达25%,导致密封失效。
传统O型圈密封依赖初始压缩力实现密封,但在温度变化或振动工况下易因压缩变形失效。唇形密封结构(如U型、V型)通过以下设计实现动态自适应:
某工程机械液压系统密封案例中,采用唇形密封结构的HNBR密封件,在-30℃至100℃、压力20MPa的工况下运行10年后,泄漏量<0.1mL/min,而O型圈密封件在5年后泄漏量即达5mL/min。
针对极端环境,多层复合结构通过功能分层实现协同防护:
某深海探测设备密封案例中,采用FKM/HNBR/PTFE三层复合密封件,在海水压力10MPa、温度4℃的环境中运行10年后,密封性能仍符合标准,而单层FKM密封件在5年后即因海水渗透导致腐蚀失效。
表面涂层可进一步隔绝橡胶与环境的接触,延长使用寿命:
某户外通信基站密封案例中,采用陶瓷涂层HNBR密封件,在西藏高原(紫外线强度高、昼夜温差大)运行10年后,表面无龟裂,而未涂层密封件在5年后即出现裂纹。
耐老化橡胶密封件需通过严格的加速老化试验验证性能:
某第三方检测机构数据显示,优质耐老化橡胶密封件在通过上述试验后,拉伸强度保持率>70%,压缩变形率<15%,表面无裂纹,满足“10年户外使用”标准。
实际工况测试是验证密封件可靠性的关键:
多家企业提供的长期跟踪数据显示:
某工程机械厂商:采用耐老化橡胶密封件后,液压系统故障率从12%降至2%,年维修成本节约超百万元;
某通信设备商:户外基站密封件寿命从3年延长至10年,减少了60%的更换频率与运维成本;
某汽车制造商:新能源汽车电池包密封件实现“终身免维护”,提升了品牌竞争力。
从新能源汽车的“心脏守护”到光伏设备的“能量屏障”,从风电齿轮箱的“动力密封”到通信基站的“信号防线”,耐老化橡胶密封件正以“10年户外使用不龟裂”的承诺,重新定义高端装备的可靠性与寿命。未来,随着材料科学、结构设计与智能制造技术的深度融合,耐老化橡胶密封件将从“单一密封”转向“智能监测”,通过嵌入传感器实时反馈密封状态,实现“预测性维护”,为全球工业升级提供更安全、更高效的解决方案。在每一台设备的稳定运行中,这个不起眼的橡胶密封件,正承载着“质量可靠”的使命,书写着工业文明的“长寿密码”。